工業技術社様からの依頼により月刊誌「計装」2015年7月号の特集「転機に立つ計装−さらなる適応に向けた新たな着眼点」の中で「これからのPLC計装選定の視点とスマート化への
適応課題」というタイトルで執筆させて頂きました。
2016年2月号に特集「バッチプロセス最適化への改善アプローチ」に「バッチ制御用調節計の開発視点と制御性改善への適用例」というタイトルで執筆させて頂きました。
2018年4月号に特集「PC/PLCシステム・ソリューション」に「バッチ計装におけるPC−PLCシステムのエンジニアリングメリット」というタイトルで執筆させて頂きました。
「これからのPLC計装選定の視点とスマート化への適応課題」は内容的には具体的な導入例の紹介では無く、PLC計装が受け入れられ応用分野が広がって来た背景と、PLC計装のみで無く
SCADAなどを含めた計装システムとして弊社が設計時に注意している点や、今後更に進むと思われるフィールドバスとの接続やスマート化に関する問題点など将来的なことに
触れたものです。
技術的内容についてはHPの方が詳しいですが、逆に「SIの視点から見た計装」という、ちょっと客観的な目で見た点ではHPでは紹介されていない内容です。
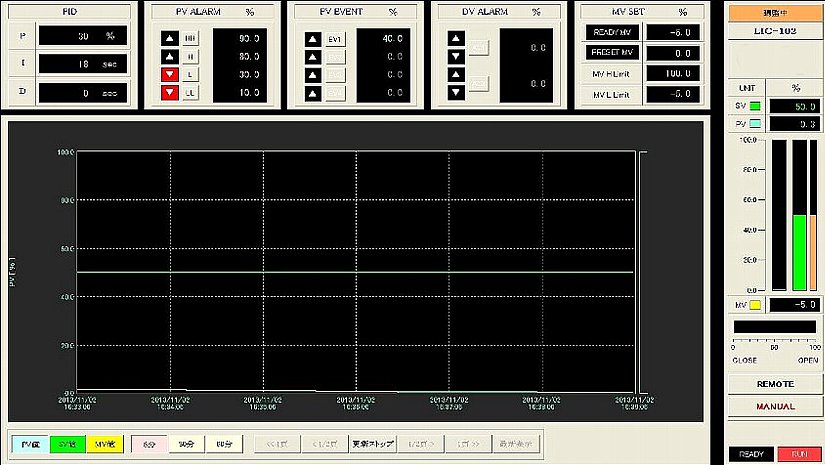
「バッチ制御用調節計の開発視点と制御性改善への適用例」では弊社の使う調節計のフェースプレートを使用して、標準と違うPID制御の制御モードについて説明しています。
勿論、標準の制御モードにも対応しています。
「バッチ計装におけるPC−PLCシステムのエンジニアリングメリット」では弊社が使用するバッチ制御管理用EXCEL表を載せました。またバッチ報の例などバッチ制御に関する
資料が紹介されています。
.gif)